Remontoire fly; escapement lead off bevels, pillar bases, pillars; fly carriage designs, April 2008
Here begins the fabrication of the cam drive wheels, fly fan and escapement drive bevel wheels.
The bevel blanks are checked for fit prior to cutting. Next a finished bevel drive wheel is matched against its mating fly drive bevel wheel that is still from the wood mockup. Next the rest of the complicated bevel and regular wheel systems that will drive the remote fly and two escape wheels from the wood mockup are checked for fit (upper five wheels).
Fabrication of remontoire main supports. In addition to containing most of the dual remontoire the upper surfaces are made to become the bases for the main columns that will support one of the remontoire fly fans. These will be in a classical design.
Several drawings and style for the fly fan columns were considered. It is difficult to see how a column might be without actually having a sample, so several styles were produced and sent to me for approval. This is a very important style element of the movement as it will appear in many places, and once chosen must remain consistent for all vertical columns. None of the five finalists as received was just right, but I did take the capital and base features from the far right column and combined them with the plain surfaced bulging-center style of shaft on the column second from the left. Last photo shows two samples upon the finished remontoire base.
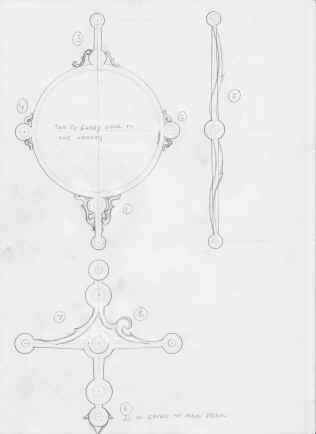
We now begin the remontoire fly fans. The fabricator produced a drawing keeping with our curvilinear "Condliff" style, complete with spurs on the convex outside curves. Added fretting on the main and subsidiary pillar brackets complete the picture. The third rendering shows two options for the lower main fly bracket. The upper half has an open diamond while the lower would be a cross with a central hole for the fly drive arbor to pass through. I chose the diamond design. With the simple spur on the left . The next photo is the fly as originally produced on the mockup. One can see the many flourishes that evolved from that design in the third photo, still in wood, but with all of the features. This is then re-inserted into the mockup to see how it contributes to the whole before metal is cut.
The large circular ring is actually an internally toothed gear that will engage the two fly fans. B uses a custom made fly cutter device to be able to directly cut these teeth. The cutter is mounted to a narrow boom which is then fed directly into the inside of the ring. See also video below.
This photo shows the final material chosen for our screws to produce what I call 'electric blue'. The two screws to the left are antique screws for comparison. This color is commonly found on watch components and on some antique American made back vault time locks. It is not a color that is generally used by classical clock makers where the deep purple color is preferred. I wanted the screw colors to stand out more. We will have four primary colors with brass being the most prominent followed by silver for arbors and ferrous flat stock, the blue screws and finally the red pivot jewels. The search for the right heat-blued color was quite difficult. The silver steel that the fabricator had on hand for screw stock did not blue well. It mostly came into a dull gray-blue. It seems that the modern metals available lack some component that antique screws had, all of which blue up quite nicely. The steel stock also had to be available in various rod sizes to accommodate the large variety of screws that need to be made. Another factor affecting the perceived color is the configuration of the screw head. Classical Philister head also known as cheese head screws have a flat top surface. Once polished, as all screw heads will be, this surface acts like a mirror, and like a mirror, only reflects light at the complimentary angle at which it strikes the surface. Thus the true blue color was prominent at only a few limited viewing angles and never from directly in front where most needed. A very slight curvature solved this problem, and while an unwanted departure from the classical cheese head design, was necessary to get the desired visual effect. It took us about six months of trial and error before we
found the correct steel formulation and one that was available in the
variety of sizes needed for the project. This is grade 1045 steel. 1045 is a
medium tensile low hardenability carbon steel generally supplied in the
black hot rolled or occasionally in the normalized condition, with a typical
tensile strength range 570 - 700 Mpa and Brinell hardness range 170 - 210 in
either condition. Characterized by fairly good strength and impact
properties, plus good machinability and reasonable weldability in the hot
rolled or normalized condition.
Astro_04-08_vid_1.mpg Astro_04-08_vid_2.mpg
|