Main wheels, barrels and maintaining power, July - September 2007
The first two photos show the pile of raw materials (brass and bronze) for the clock. There is approximately 1200 lb. which will eventually be machined down to about 250 lb. The third photo shows the first cut made on June 28, 2007.
The first photo shows the rough wheel disks next to the working mockup of the main wheel system. The next shows further machining with barrels and bevel wheel blanks for the maintaining power system. Third photo, all parts for the four main wheels are shown in the rough; 144 parts. Fourth photo shows the cutting of the metal template that will be used to scribe the four main wheels. This as well as all wheels are cut by hand using a jeweler's saw under high magnification. This results in very accurate first cuts, which later minimizes time needed in final finishing and polishing. Next the rough blanks are cut out to reveal the final heart-shaped openings for the planetary wheels. Notice the drawing in the background. There are no overall design-to-build drawings that were made up before construction began. We are taking each part of the clock like these main wheels, designing and building as we go. The wood mockup gives us the overall guidance for proportion and component conflicts.
Below the main wheel, barrel and planetary maintaining power system begin to take
shape. Each has three planet wheels. Note the nicely shaped collet in the fourth photo.
Here we see for the first time an arbor used in the project. We have decided
to use stainless steel for all of the silver steel, including arbors.
However, stainless is not a suitable material for pivot material, it acts
"sticky' when used as a pivot, and
therefore we insert a hardened tool steel for those at each end of each
stainless steel arbor that will run in a jewel bearing. Of course this will
not be necessary if the arbor turns within a ball bearing. The type of
stainless used is number 316. Alloy 316/316L is molybdenum-bearing
austenitic stainless steel. The higher nickel and molybdenum content in this
grade allows it to demonstrate better overall corrosion resistant properties
than 304, especially with regard to pitting and crevice corrosion in
chloride environments.
Stainless steel used in high wear positions, all of the pinions, is Stavex.
Uddeholm Stavax ESR is a premium grade stainless tool steel with the
following properties: good corrosion resistance, excellent polishability,
good wear resistance, good machinability, good stability in hardening The
combination of these properties gives a steel with outstanding production
performance.
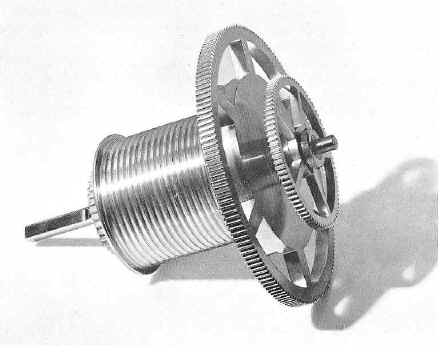
These two photos depict a main wheel from the famous Jens Olsen astronomical clock built from 1944 to 1955 located in Copenhagen, Denmark. This reflects the conventional way a planetary maintaining power system would be arranged. When assembled most of the planetary/sun system is hidden. In my design, the planet wheels are perpendicular to the central sun wheel, allowing the whole to be fully exposed to view. All four wheels are done in the rough, prior to final polishing. Next the main frame plates are cut from a single piece of 1/2" (1.2 cm) thick brass stock. The single plate is 2 x 4 feet across weighing over 100 lb. Finally the four main wheels are mounted between the plates. Parts count for this subassembly 322.
|
















Astro_main_wheels_vid_16.avi Astro_main_wheels_vid_17.avi Astro_main_wheels_vid_18.avi
![]()
![]()
![]()