|
Orrery, continue inner planets gearbox - February 2019
Buchanan writes:
I recut the teeth deeper in the two offending gears and all is well. I had
to make special support washers as the wheels were spoked.
I have the drive from the centre input, down through the plate and around
the Jupiter arm drive wheel, onto the moon drive, for Saturn and Jupiter to
the point where I have to spoke two more wheels and screw three to their
collets. Then I have to fine tune the height of various gears and drop the
Jupiter orbit dial a little and shorten the collet on one of the Jupiter
arm idler wheels.
After that when the clock is demo’d the Jupiter and Saturn moons will
revolve.
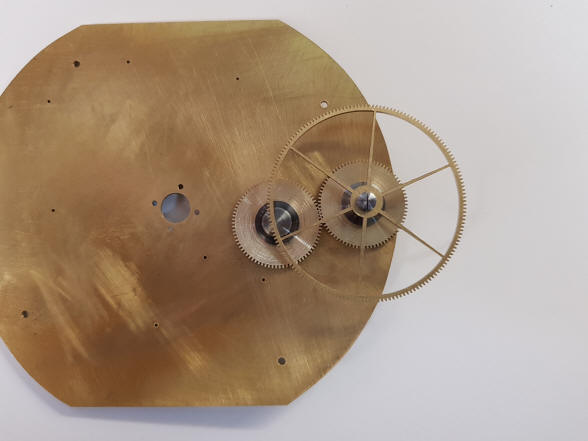
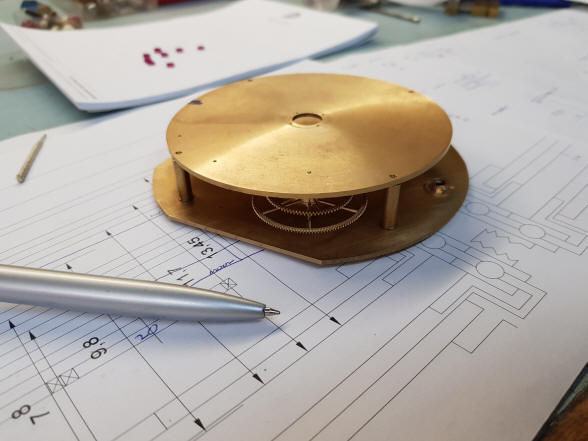
Oops! We have a
conflict between the Jupiter orbital dial bezel and gear mounted to another
rotating arm. Notice how the wheel not only touches the bezel but is also
knocked out of mesh with its mating wheel opposite. With the clearances so
tight and the wheels being only 0.5 mm thick, these become serious issues.
The first photo shows the problem from above. The clearances are now corrected, second photo.
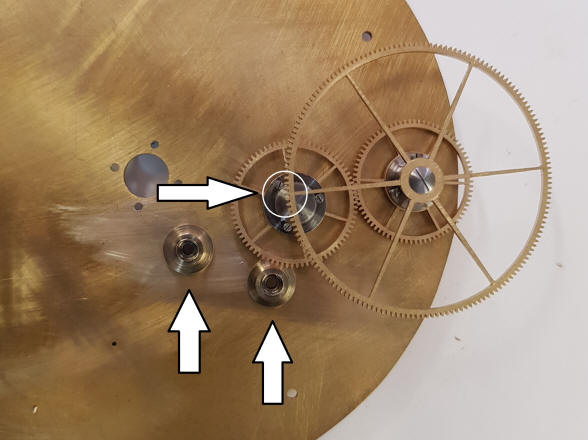
Buchanan writes:
I have the next two bearings fitted. These are for dumb arbours for the
upper input drive, (White pair of
horizontal arrows, first photo). The reason I decided to use this type
of bearing, is that, my other option was a cock. This meant that I needed
space above the upper gear for a bearing and cock. There was no free space
for an upper bearing and cock, if I used a cock, it would push up the height
of the whole gearbox.
These bearings project down below the lower frame into dead space. I have
clawed back another millimetre by doing this. When combined with tucking the
32/77 gears below the 12/106 gears means that I am almost back to where we
wanted to be. I am pleased.
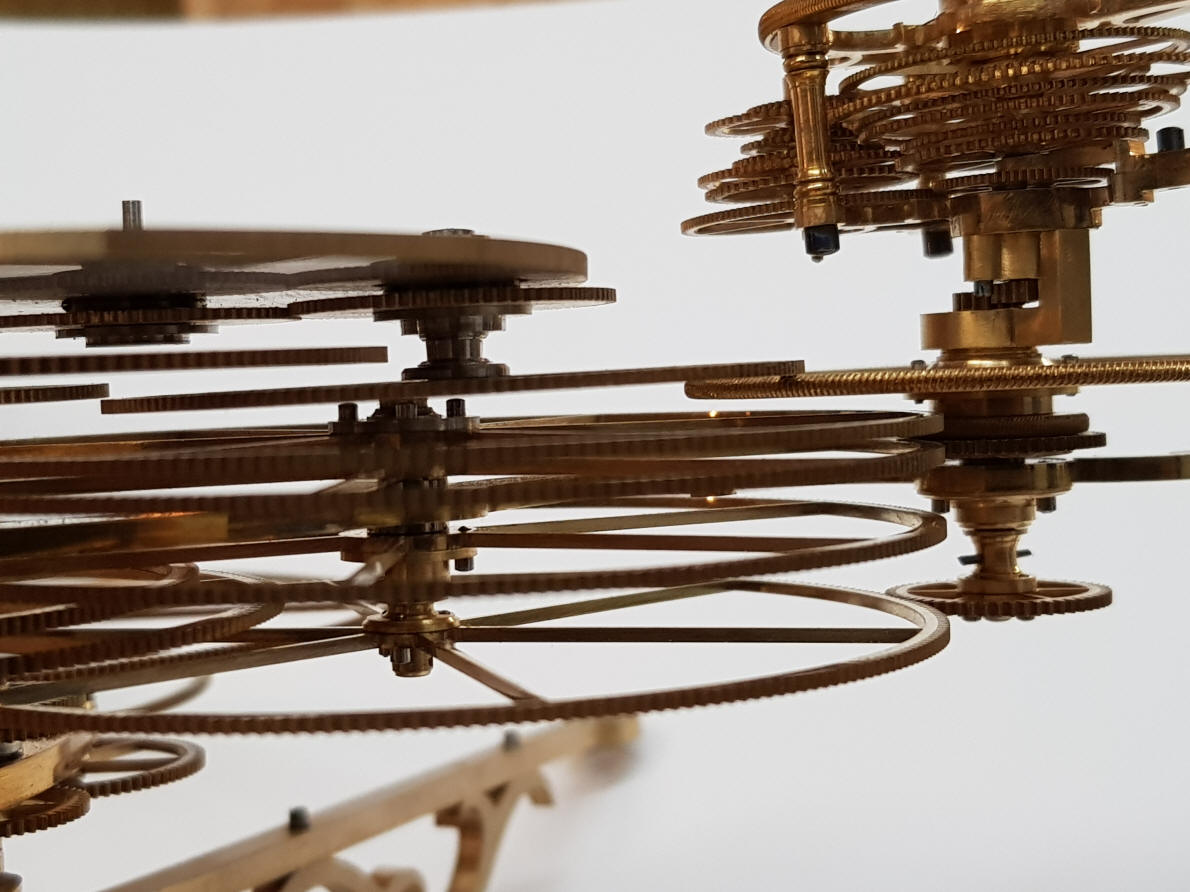
Here again we see constant issue of vertical height constrictions
being fought out at every turn.
We also get more exposed gears as there are two less cocks to get in the
way. These gears are also very close to the frames so there is very little
cantilever force on them. The rest of the outer gears will have beautiful
jewel bearings...
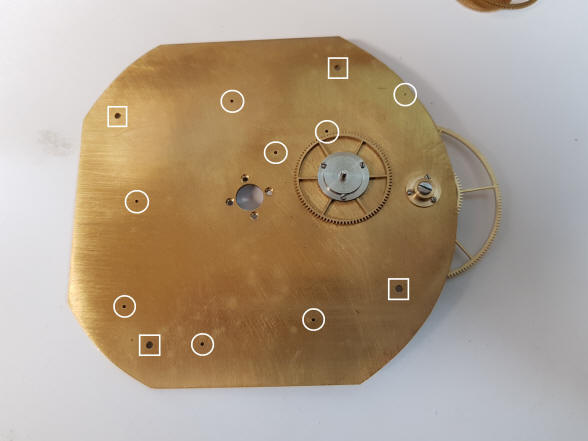
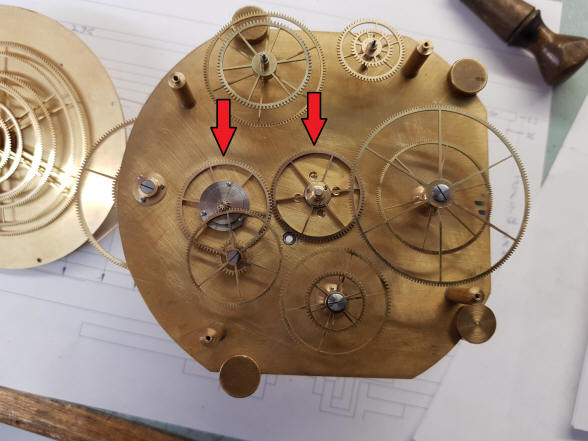
(Photos three and four) are the
bottom and top of the lower frame with the next two bearings and housings
fitted. We very nearly have a clearance issue with the smaller gear but all
is well, (vertical white arrows, first
photo). You can see that I have all the outer wheel pivots drilled as
pilot holes (white circles), as
well as the 4 pillar holes, (white
squares, second photo). It will be fun to work a frame design into this
one.
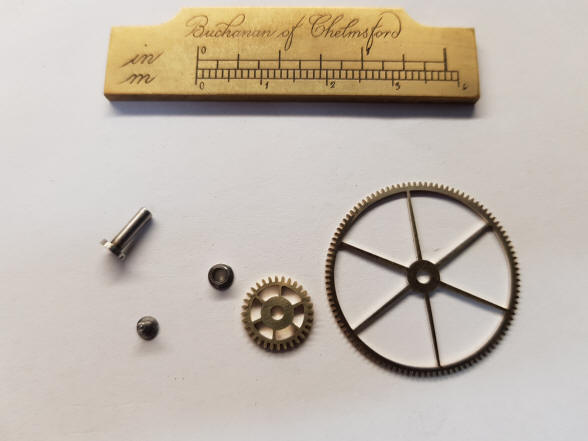
Buchanan writes:
The next arbour is complete and the third is halfway there. (first
photo), some spoking of a small 32 tooth gear.
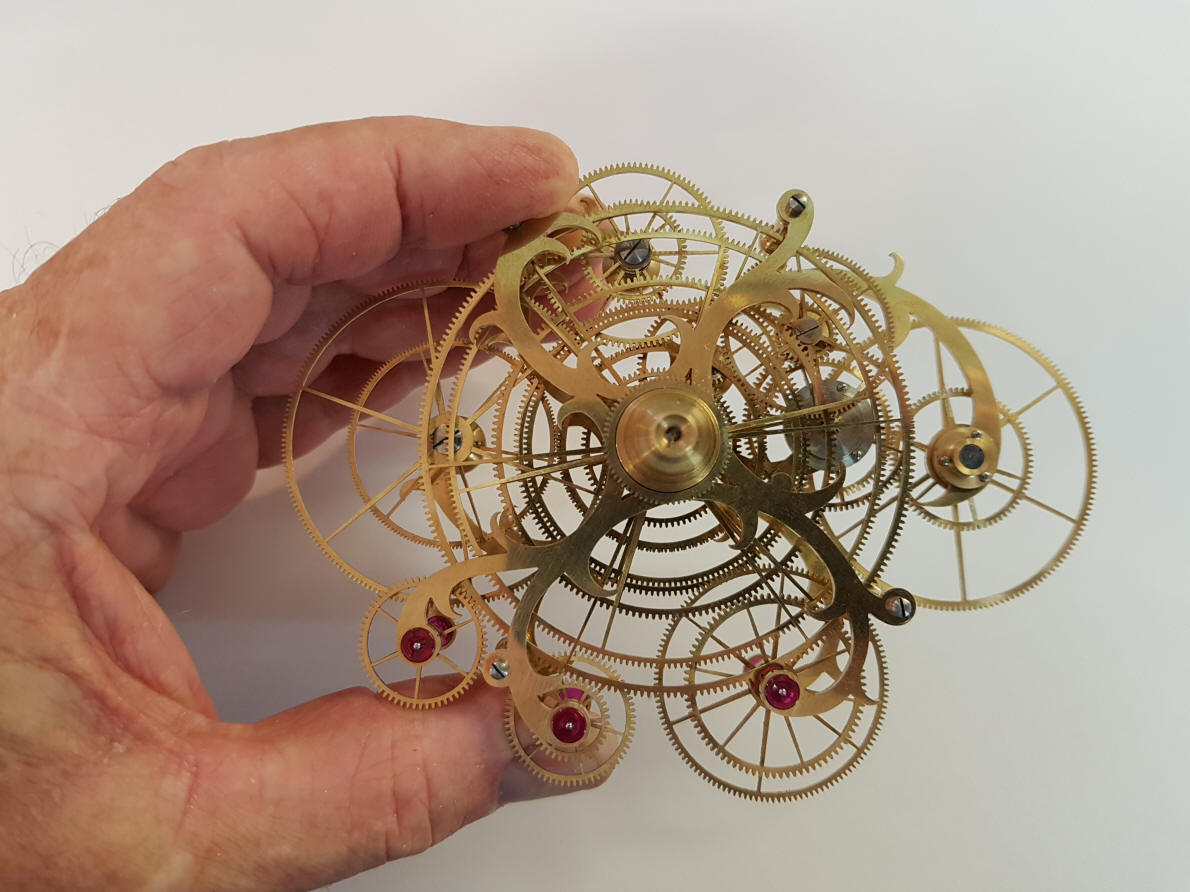
Look at how tiny this component is compared to Buchanan's hands and even at
this scale he makes a six spoke wheel!
You can see (in the fourth photo)
that I have tucked the solid gear under the other. So we save the sum of
height of a gears thickness and one clearance space between gears. Then
there is no cock bearing to worry about as well. I will explain this issue
when I mount the top plate and its cone of gears.
I am aiming to complete this gear train by tomorrow. Then it will be on to
the last 4 arbours between the frames. These have clutches between each set
of gears for the planet setting. 

Buchanan
writes:
(First and second photos) are spokeless,
toothless gears. A high speed test run, driven from the mercury end of the
train with a screwdriver. I have the drive through to mercury now. The last
gear in the upper cone, the smallest gear, Mercury’s input is now mounted, (third
photo).
Buchanan writes:
Yesterday I spent thinning down the height of 8 jewels for the side arbours
(first photo). The reason for
this is that I wanted to use our large jewels but the plates are thinner
than the jewels.
In the second photo the thinned
jewels are shown next to the one unaltered jewel to the right.
We will later see just how stunning
this looks in the final presentation. I have the first two arbours complete and the collets pressed on, as well as the hardened pivots pressed in. I also have the first arbour between the plates for a test fit in plain drilled hole bearings. If all is well I will fit the jewels in a single session (second photo).
Buchanan writes:
Today was not such a good day.
I had a little tightness between two gears, so I thought I would cut the
teeth a little deeper. I set everything up in the milling machine, but set
the depth of cut off the bottom of the tooth instead of the outer diameter.
When I switched on the mill, it cut two teeth before I stopped it, as it
sounded like it was removing too much metal.
You can see the results, (first
photo, damaged and repaired wheels). Three hours later, I have made two more gears, (second
photo). It could not be done quicker. The mill was set up for cutting
the teeth. I had material semi prepared. All the lathes had the correct
tools in them.
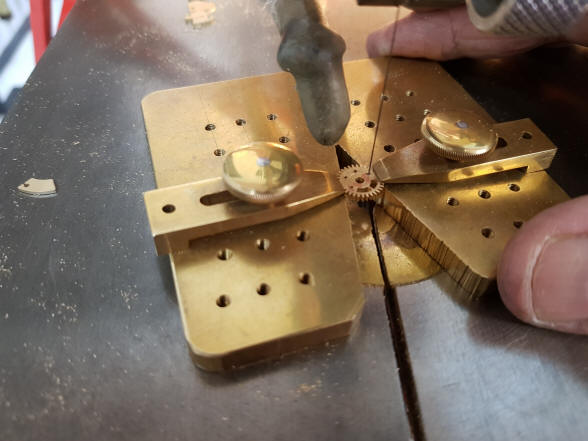
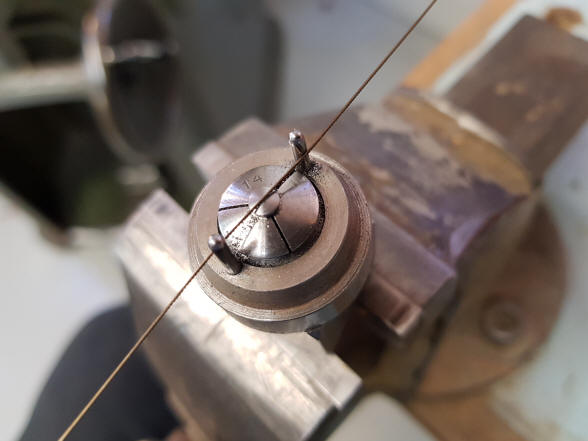
This is the jig I use for cutting slots in screw heads, when I only make one
or two special sizes (first
and second photos). The saw is twisted around the keep the blade against the
guide pins and that keeps the blade perfectly centred on the screw head. One
of those simple tools that work extraordinarily well.
This setup has been seen before. For making a batch of screws
Buchanan has made videos in November of 2013 of a
small lathe setup with a multi-tooled turret head to make an entire screw in
about 60 seconds.
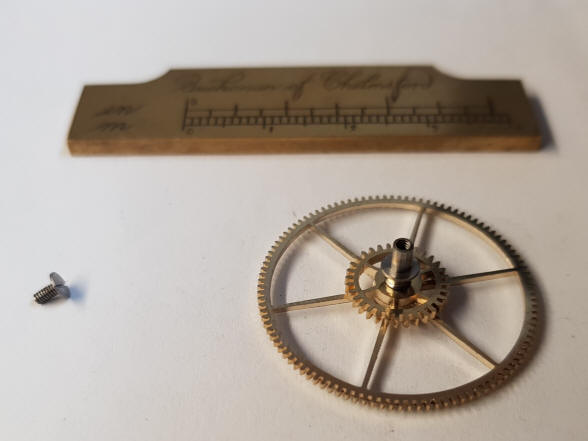
Buchanan writes:
Stainless steel sleeve to go over the blued steel centre (first
photo). The arbour is too short to press in such a thick lower pivot. (Second
photo) is the finished arbour. You can see the steel pinion at 11 o
clock on the right plate (see photo
below).
A word here about why
Buchanan has
done this. At the beginning of this project it was decided to have all of
the wheel arbors and pinions made from stainless steel to avoid any future
corrosion. However, stainless steel does not have the qualities needed for
the pivot ends, it is not hard enough and has on a molecular level “sticky”
attributes. To make this concept work, all of the stainless arbors had their
ends drilled to accept hardened steel pivots. In this example the arbor that
the pinion was to be mounted was too thin to accept a drilled center and tool steel insert. The solution was to make the entire arbor from
tool steel and cover that part with a stainless steel cylinder around the portion
that will be exposed between the pinion and the opposite plate. This is
another example of where high standards are applied even if it takes a bit
more effort.
I had to crank my old gear cutting mill to cut the 10 tooth pinion in
stainless steel for the final drive to the Jupiter arm. The CNC just
can’t slow down its cutter speed enough, (third
photo and finished assembly in fourth photo).
I also have the preliminary paper drawings prepared for the frame design. My
mother is booked in for Monday. I cannot assemble the gearbox until the
frames are fretted out. I am trying to get the Jupiter arm clutch completed this afternoon. There is also the jewelling to complete and the arm clutches to finalize before I can move on the planet arms and the last of the gear cutting.
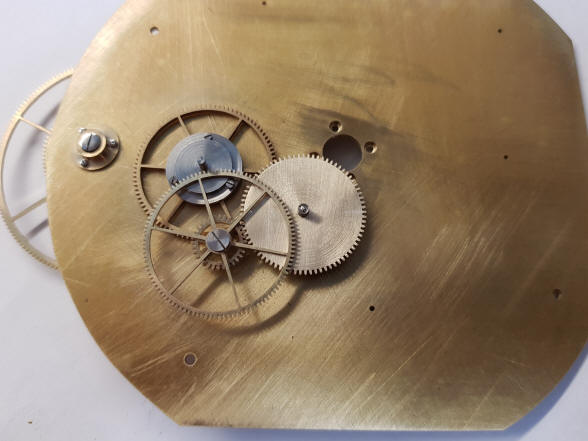
I have all the wheels mounted in the centre gearbox between and below the
plates, 41 gears here!
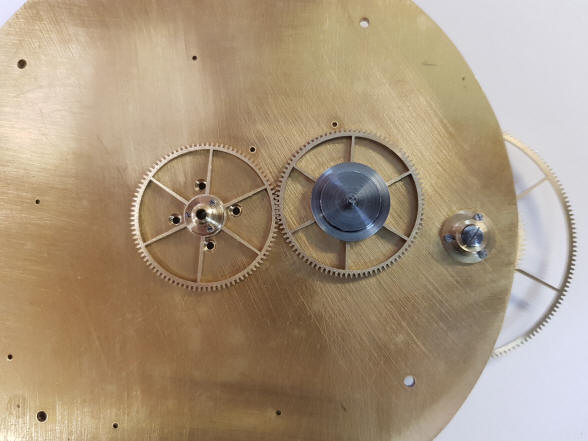
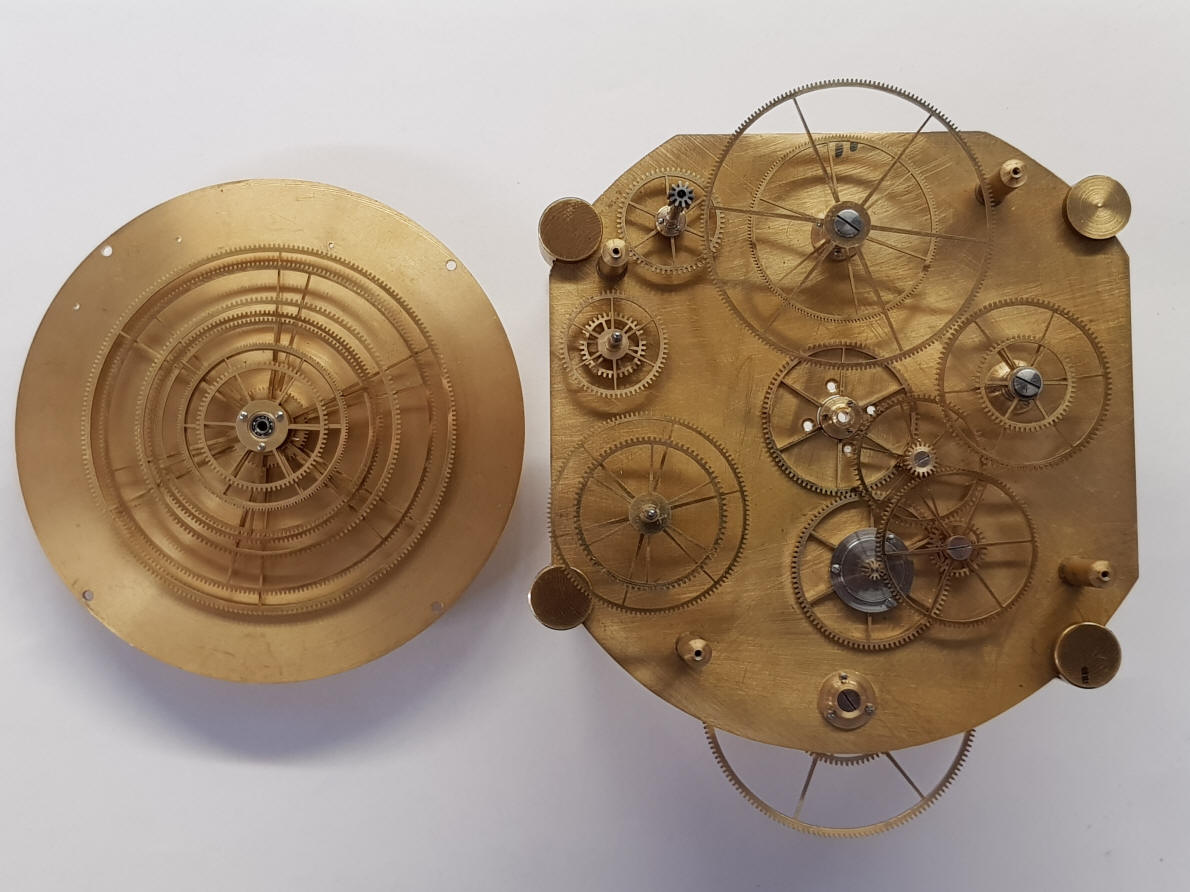
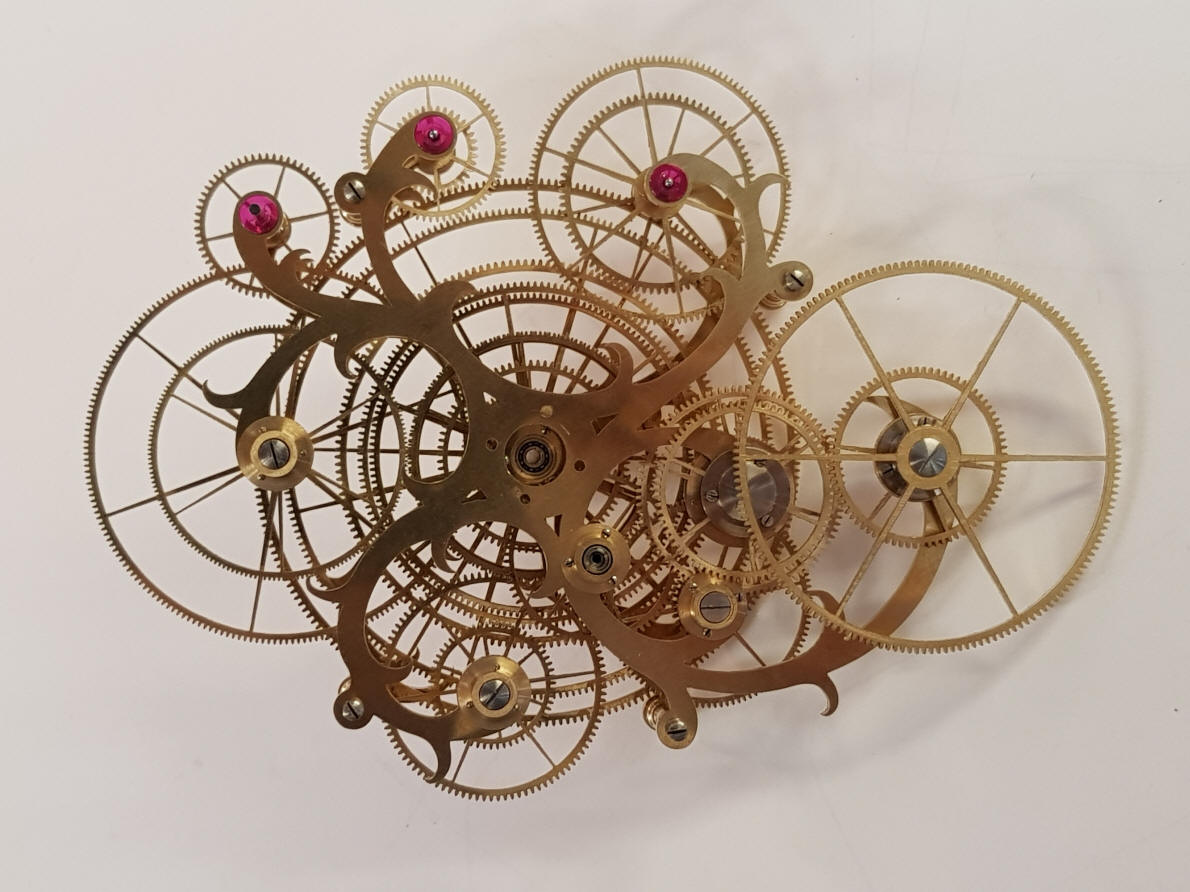
Here we have an open sandwich of the inner planets gearbox showing two
very different configurations on each side. On the left an orderly
concentric set of wheels, on the right a scatter set, yet they all will mesh
perfectly! This photo boggles the mind of someone who is not conversant with
the methods used in the construction of this project. I thought it to be a
very instructive photo.
Here the concentric gear set is set within the mating gear set on the lower plate.
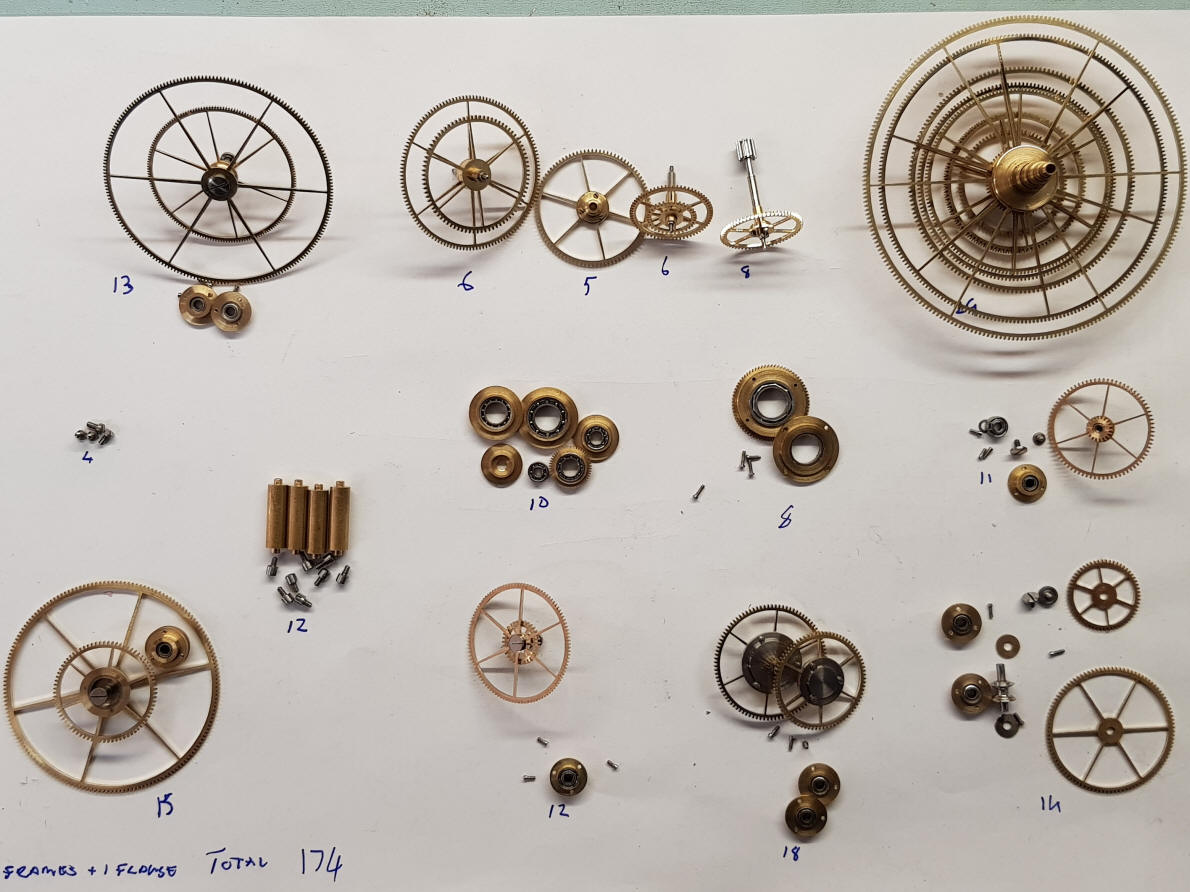
The inner planets
gearbox is mechanically complete. The parts count so far is 174, but there
are still the planetary arms and the associated gearing to produce the
eccentric orbits of Mercury and Mars. Venus has a nearly circular orbit as
does the Earth.
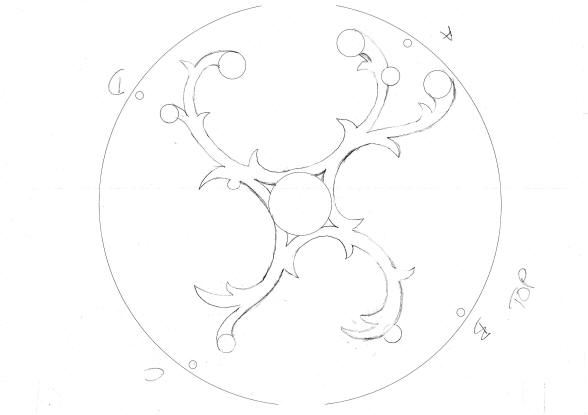
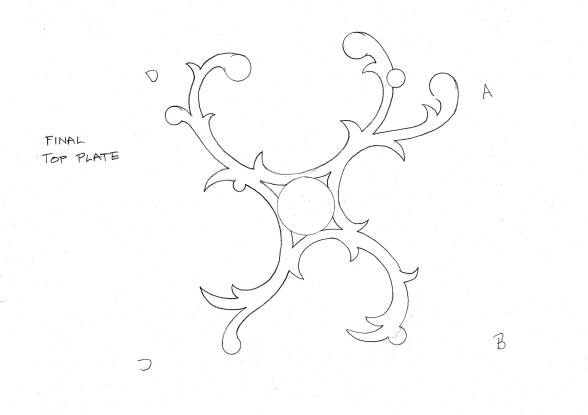
These two photos show the top frame design.
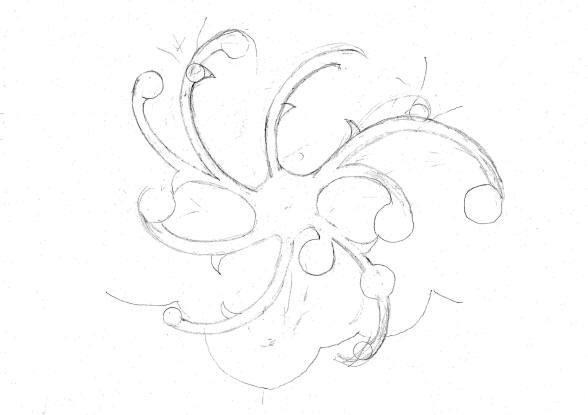
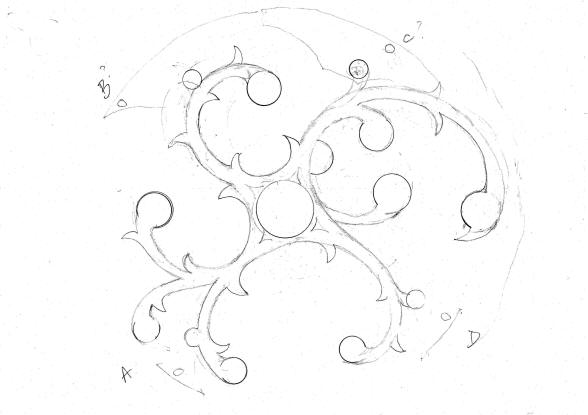
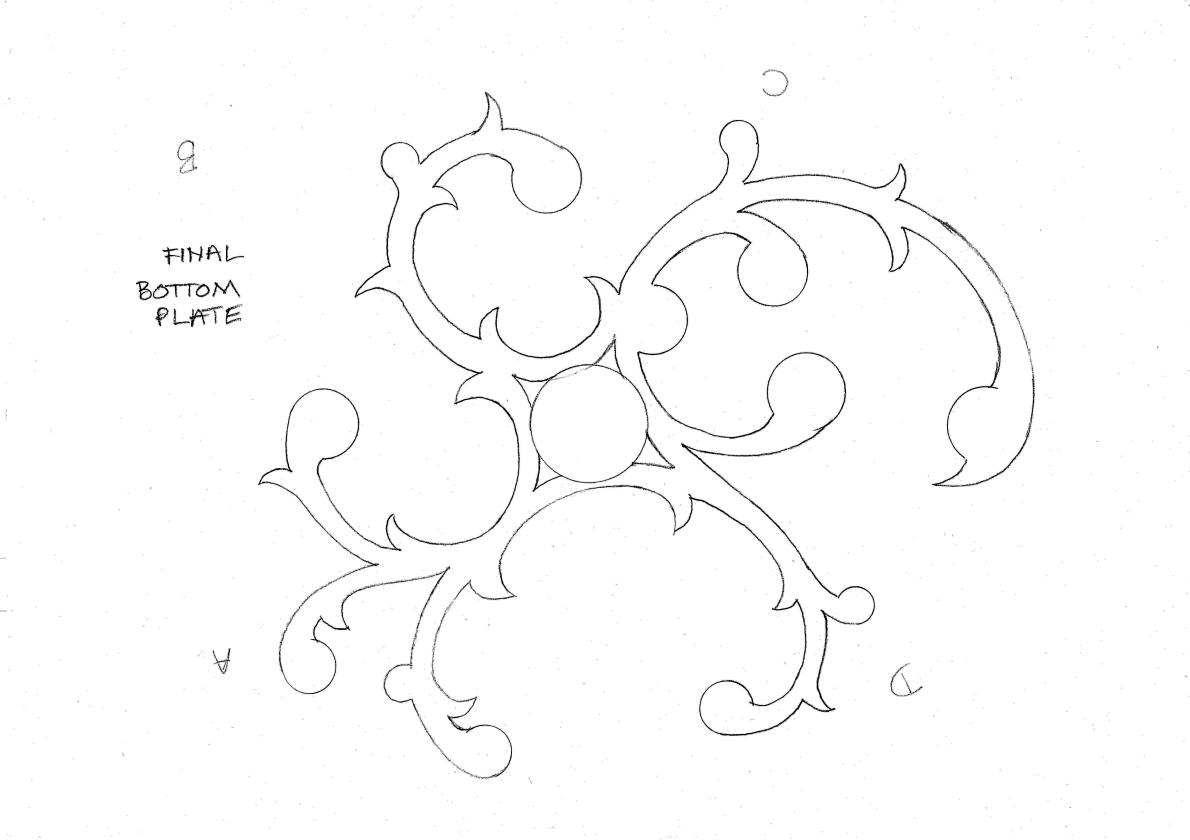
The three drawings
above illustrate the evolution of the design for the lower inner planets gearbox
frame. Buchanan's mother develops these as she has
for the entire project. This will be the last set of drawings needed to
create a frame design for this project.
The lower frame design
is cut out from paper and checked for fit on the extant set of wheels that
are currently located below the inner planets gearbox.
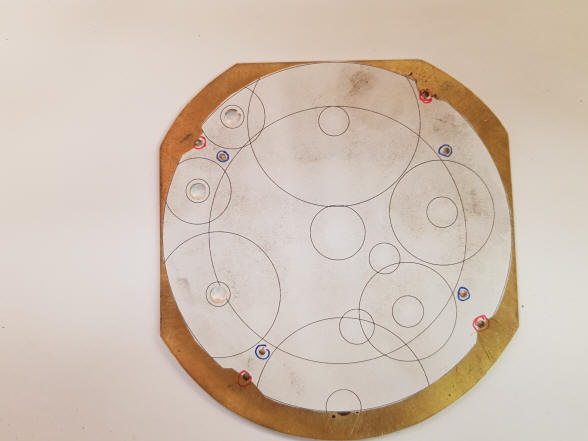
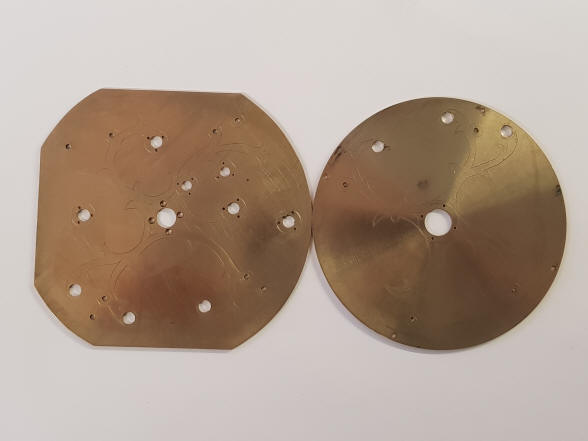
The final design is glued with a spray adhesive to the brass blanks for the upper and lower frames.
In the first photo one can see where the
pillars have been moved from their initial locations, red, to their new
positions, blue, in order to reduce the size of the frame assembly allowing
for more exposure of the wheels. In the next photo a paper cutout of the
frame is overlaid to give the viewer an idea of how the frame will relate to
the wheel works.
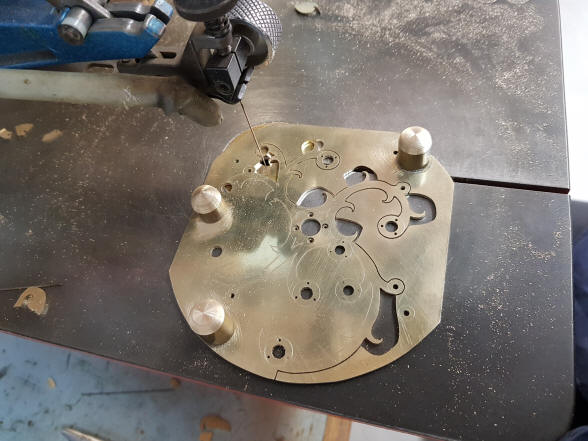
These two photos show the process of transferring the frame design from a paper concept to reality in metal. Here is where artistry meets artisanship. Here is shown the scribing of the design onto the metal and the removal of the paper template.
The first photo shows the scribed design on the two plates representing the upper and lower inner planets frames. The second through fourth photos show the process of cutting out the lower frame on the jeweler’s scroll saw. Notice in the last photo how the entire complex shape of the frame is cut out in one pass of the saw. Buchanan does not approach the work in segments or sectors to cut those sections separately, but does the entire complex shape in one elegant procedure. See another example of this technique from November of 2008.
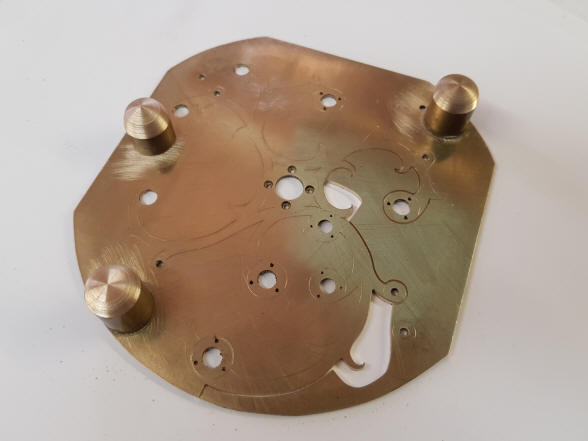
The first photo shows
the hand finishing needed after the frame is cut out of the blank using
filing buttons to perfect the curves as well as many different grades of
hand files for the rest of the curvilinear profile of the frame. The second
photo shows the completed lower frame positioned onto the cone of gears that
will comprise about half of those within the inner planets gearbox. This
final framing out where a blocky brass blank is turned into a beautiful part
and the assembly is rendered beautiful is
Buchanan's
favorite part of the process and it shows!
The completed frames
with their associated wheel assemblies; left is the lower
section with that on the right the upper section. Notice how the placement
of the jewel bearings brings a pop of color to the module. Seems hard to
believe that these two components will sandwich together to mesh perfectly.
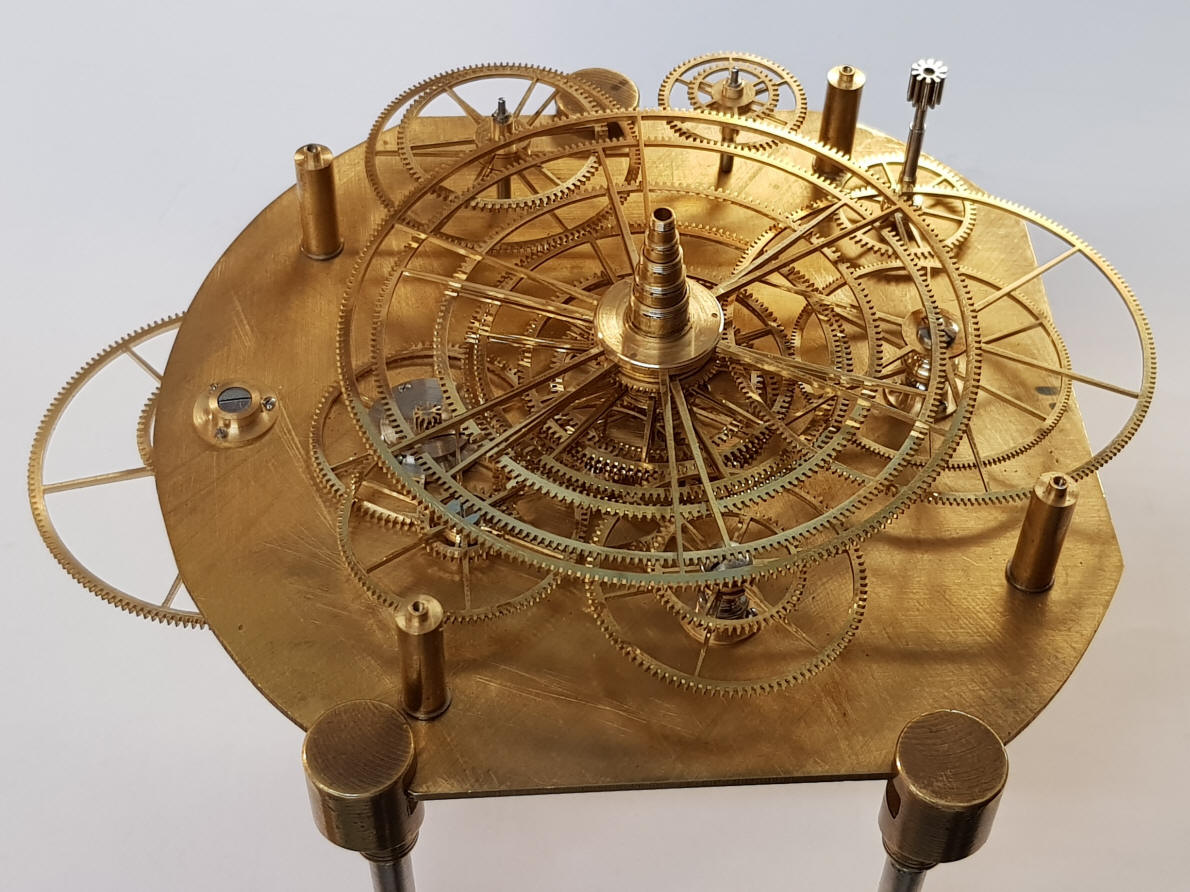
Top view of the
inner planets gearbox assembled.
Bottom view of the
inner gearbox assembled.
The diminutive size
comports with the scale of all of the other behind-the-dial wheel works
components comprising the other complications within the clock.
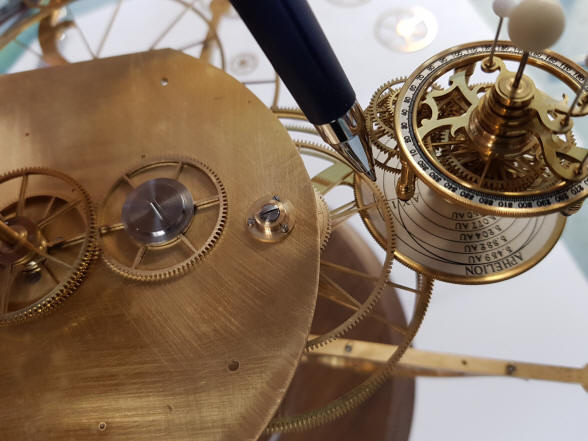
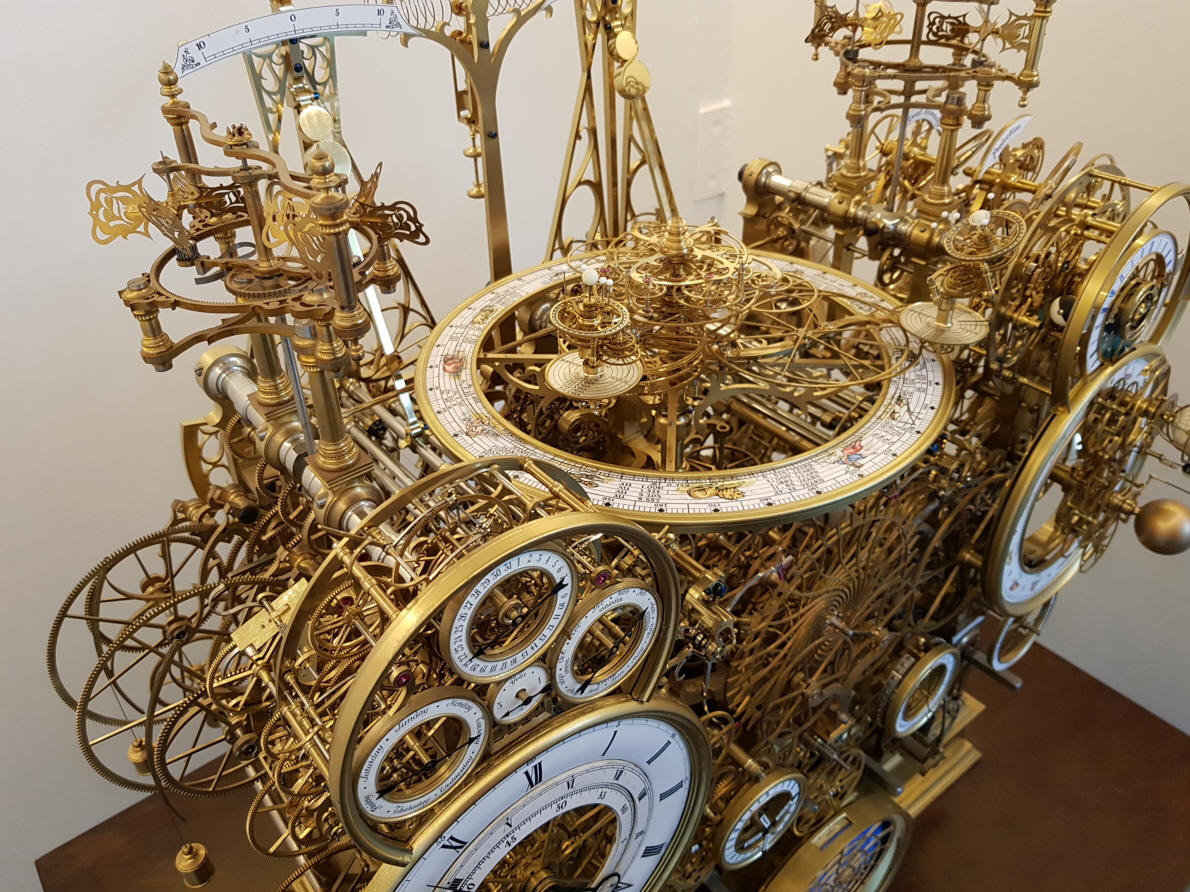
The inner planets
gearbox mounted within the orrery dial ring and set upon the rest of the
machine.
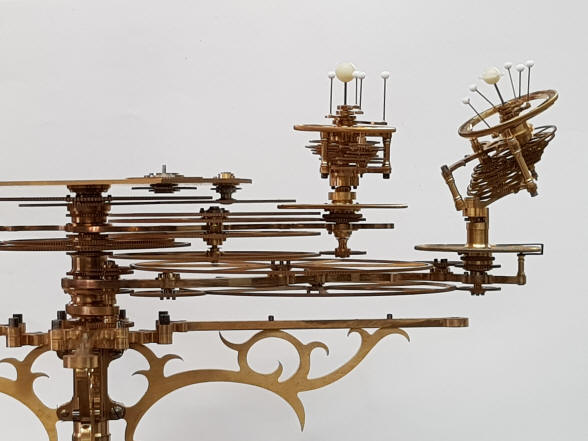
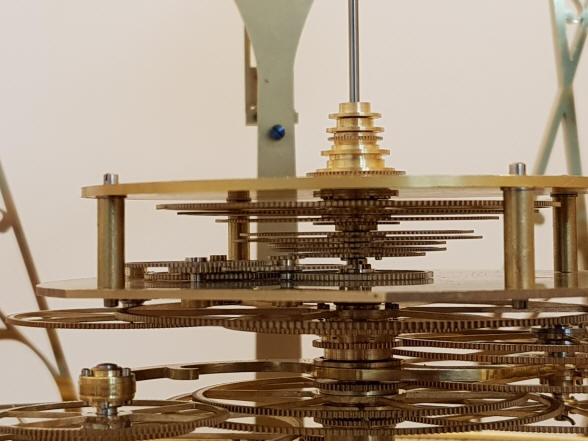
An upper left three
quarter elevation of the assembly within the context of the machine as a
whole. While the orrery is a beautifully complex assembly it is only one of
many complimentary components that make up this beautiful example of kinetic
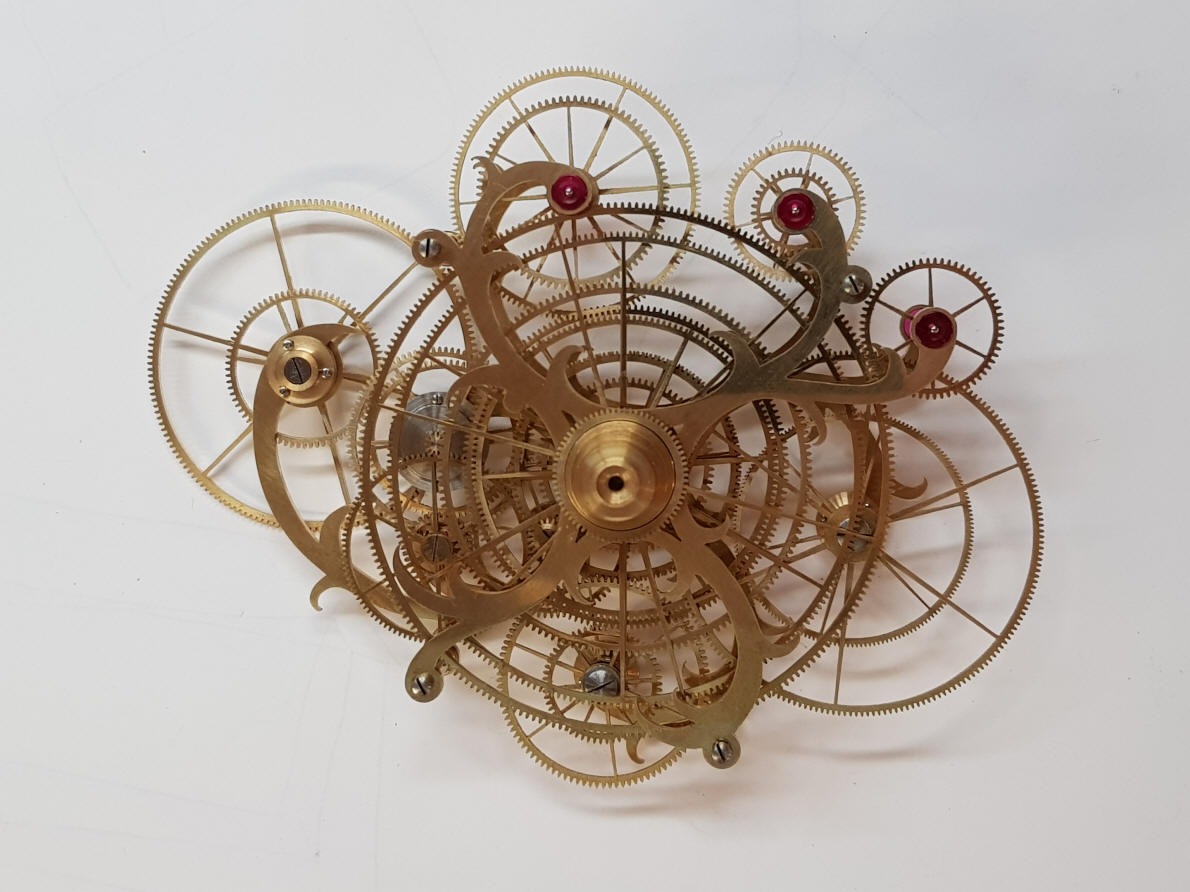
mechanical art. Buchanan writes:
If a spaghetti factory made gears-------It would look like this.
Agreed! |






















![]()
![]()
![]()