|
Spring drive conversion, begin polishing parts - November 2019 This month Buchanan is mostly polishing parts of the main wheels and barrels of the spring drive and other base frame parts. Further work on the spring drive conversion is halted until hybrids ceramic bearings for these assemblies arrive.
Buchanan writes: I have one more end plate for the state of wind to modify and the barrels are complete (first photo). Also a few more screws and pins to fit. Next photo is a mechanically complete gear, 037 are after a little turning decoration, (second photo). I will be doing this to any unfinished bosses or collars. I will be starting to polish and finish the barrels tomorrow. I will also lacquer anything that I possibly can.
Polishing now begins on the main wheel assemblies. These form the epicyclical winding system. Fortunately the conversion from weight to spring drive left these untouched. Conceived in January 2006, the unusual heart-shaped spokes and planetary gearing turned 90 degrees was first modeled in March of 2006. One sees as the polishing continues the vast difference in the tarnished sections vs. the polished ones. Much of the clock also had not had the first stages of finishing, the steps needed to remove the machining marks on the metal surface before any finer polishing can take place.
A couple of before and after shots.
These spindles are where the planetary wheels will be secured, three for each of the four trains.
Parts where one might think a generic component was used from outside the firm, Buchanan will stamp the company logo to ensure that in the future there is no possibility of making that assumption. All parts are made by the firm
These parts arranged to look like a gold-link necklace strand. They are the pivots that will hold the planetary wheels within the heart-shaped spaces in main wheels for the epicyclical winding gear. The large open hole will contain a tiny hybrid ceramic ball bearing and the hole in the rear tab fits between a mating fork to secure it within the main wheel. 

Staging parts for the lacquering process.
Twelve planetary wheels, three for each train. See how these were polished in the video below.
Here one will see the entire process of polishing a large-sized bevel wheel in 'real time', 32 minutes. The larger the wheel, the more time consuming this process is. A bevel was chosen because these are also more difficult to do than a conventional flat wheel. One comment made by Buchanan in the video is very important to this process and that is that he cuts out the wheel spokes as accurately as possible using the jeweler's saw so as to minimize the finishing work required at this stage. Blades are very sharp and the saw has been specially converted to run at a slower speed. The time consumed at that stage, is made up in the finishing procedure. Listen carefully to the monologue, this is what is important in this video; the explanation of the process. It is rare to be able to sit by the side of a true expert to see and hear how he performs his work.
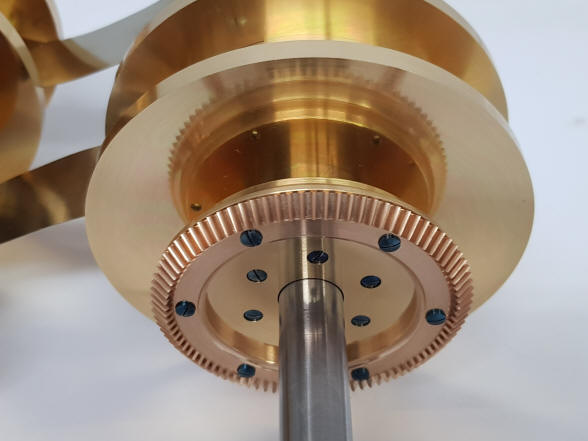
The screws on this Sun gear look like yummy blue candies just waiting to be plucked!
The first photo shows a supply barrel with the motor spring wrapped around it. Notice the thin wedge that now holds the spring to the hub, where Buchanan has made the “constant radius curve”. The blued screws give a nice punctuation of color to the background metal, second photo
Here we can see the interplay of the different colors of metal used in this project: Arbors - stainless steel; lower train wheels-pink bronze; supporting barrel-yellow brass; (as well as all other wheels above the lowest train), and blued screws.
Buchanan writes:
I have the spring barrels finally assembled with the springs fitted to the
take-up drums. Tomorrow I start on the lower main frame, machining mounting
holes for shipping and then onto the selector lever for the demo drive.
One of t
T Buchanan's Bluing Oven There are over a thousand screws that need to be blued to a consistent color as well other parts like decorative rosettes and other levers. To do this by the classical method of heating over an open flame, or using a hotplate to heat parts sitting in a pan of brass filings would be prohibitively taxing in the time needed. Also achieving a perfect uniform color across so may parts both in number and configuration would be difficult. So Buchanan tackles the problem by creating a precision bluing oven. Buchanan explains: When I collected up all the screws for the state of wind mechanism, there were 86. I have always blued the screws on a brass plate over a meth’s burner. This takes forever to heat up and temperature control is nonexistent. It also makes bluing a split second exercise. (The need to quench the part just as it achieves the right color to stop the color shifting process).
I have thought about this for a long time, but, with all the screws that are
needing bluing in the next while, I thought I must do something about it,
first, better temperature control and also convenience and more time to
decide the best color. I found this interesting description in Wikipedia: “If steel has been freshly
ground, sanded, or polished, it will form an oxide layer
on its surface when heated. As the temperature of the steel is increased,
the thickness of the iron
oxide will also increase. Although iron
oxide is not normally transparent, such thin layers do allow light to pass
through, reflecting off both the upper and lower surfaces of the layer. This
causes a phenomenon called thin-film
interference, which produces colors on the
surface. As the thickness of this layer increases with temperature, it
causes the colors to change from a very light yellow, to brown, then purple,
then blue. These colors appear at very precise temperatures, and provide the
blacksmith with a very accurate gauge for measuring the temperature. Steel in a tempering oven, held at 205 °C (401 °F) for
a long time, will begin to turn brown, purple or blue, even though the
temperature did not exceed that needed to produce a light-straw color. “
So; a long time at a lower temperature should make bluing less critical, I
had known this subconsciously. I ‘discovered’ it when I blued the wire for
the Pouvillon orrery.
So... I made a bluing “machine” It is an aluminum block with two electric
elements inserted in it and a proper temperature controller inside an
insulated box, with a glass lid. Now I can flick a switch and in a few
minutes I know the temperature will be correct and it will always be
consistent. It is also draft proof. The naked flame fire danger is also
gone.
Here the oven
demonstrates the range of colors it can produce. Notice the
desired electric blue color is at the end. It is the last color the metal will produce
before it “goes too far” if it were overheated and the color then turns to
an unattractive pale blue. All of the other colors can still be restarted
from a lower temperature color without having to redo the process which
requires refinishing the part and starting over. This makes bluing to this
color by ordinary methods difficult as one must be quick to quench the part
before going too far.
Example of blued screws and a rosette. Other miscellaneous tasks
Buchanan also takes care of some unfinished items that have been left over during prior construction. Here a cock, or more properly termed, potence, had been temporarily super glued to one of the the eight base frame pillars which hold the main wheel arbors (it is the left, front corner pillar). This serves as the lower pivot for an arbor driving the equation of time kidney cam and was first fabricated in October 2014. The temporary attachment point with the the equation arbor worm drive installed in November 2014. The reason it was glued in the first place is that the positioning of the arbor is on a critical angle so as to mesh properly with the equation kidney gear and the drive off center and above and both needed to be fully tested before permanent installation.
These photos show the components involved with the four state of wind indicators. The second photo shows the sector gears that transmit the movement of the spring barrels winding or unwinding to the dial hands.
|





































![]()
![]()
![]()