|
Major design change from weight to spring-driven conversion, begin work and begin clock disassembly - October 2020 A major design change is initiated to improve the functionality and practicality of the machine Rex Swensen has avidly followed this project for some time, and has been involved with the creation of a series of clocks based on James Condliff's elegant curvilinear frame design from England c.1860.
He writes:
It
is really too late for me to make this suggestion, but did you ever
contemplate the use of Constant Torque Springs in your Astronomical Skeleton
clock instead of weight driven? They have 27 active turns and do not require
a fusee. Design life is 5,000 cycles, so for eight day running that gives a
life of 100 years. In the overall design, I personally think they would fit
in better and be more appropriate than the weights.
We are using them in our replicas of the 1860 Condliff two barrel clock
instead of the normal spring barrel and fusee. They come in a very wide
range of torque specifications. The second photo is the same clock made by a
colleague in the Sydney Clockmakers Society. He is about a year ahead of me,
but then he had a set of water jet cut plates – but lots of edge filing
needed.
The
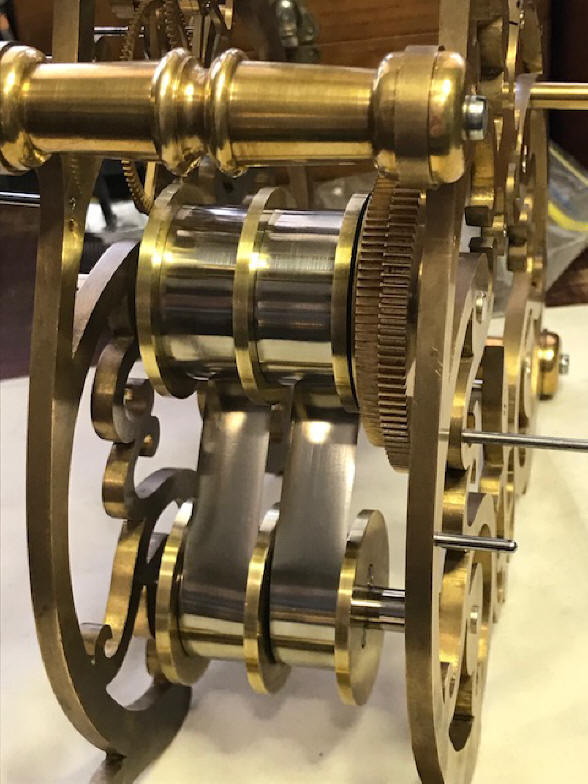
first photo shows the springs in the Rex Swenson Condliff replica. Here the
regular spring barrel and fuse are replaced with
one pair of constant torque springs used in the Condliff replica to power
the strike train. Another pair is used on the opposite side to power the
time train. Unlike a regular spring contained with a barrel, this spring is
wound around a pair of spools. The length of the spring when fully wound is
mostly on the upper spool and travels downward to fill the lower spool as it
unwinds. This idea came at just the time we had finished the orrery and realized that to get a good view of that assembly we would have to lower the entire clock by about four to six inches to get the best perspective. This reduces the weight drop and we would lose our intended eight day duration. The springs would eliminate those weights allowing us to have the clock at any height we wished. I had my doubts about whether such springs would be powerful enough to drive the time train which required about 120 lbs (54 kg). But Rex and Buchanan were positive they would. At first I was reluctant to do away with so much beautiful brass represented by the weight shells. However, this idea of a spring-driven mechanism was contemplated by me before.
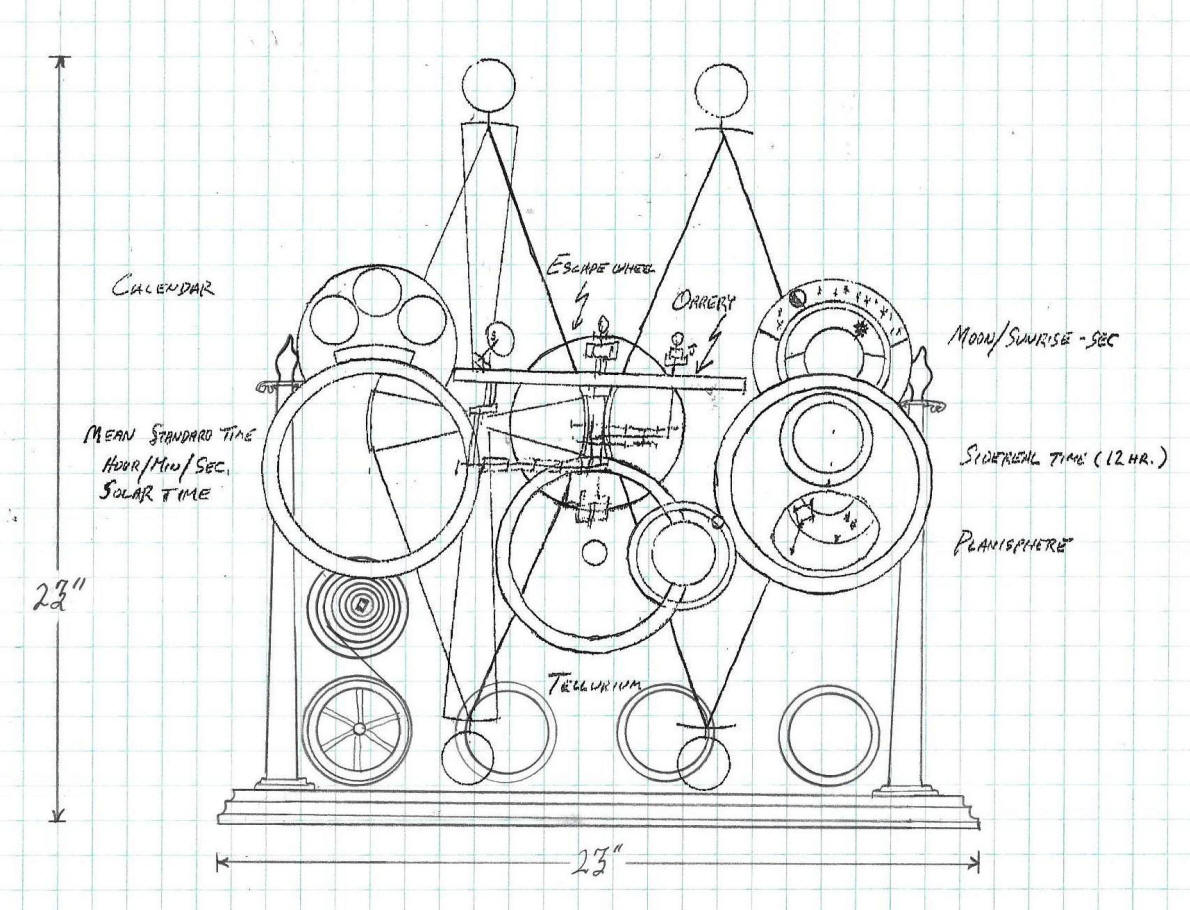
This drawing is dated July 24, 2005 and was one of several I had made contemplating different dial designs and other technical details of the clock. In this rendering I use conventional springs as well as fusees. (I was unaware of motor springs at the time). This was discarded since conventional springs would prove to be too large and if possible would contain an enormous amount of power that would represent a real danger of damage to the mechanism should they fail. I asked this same question about the event of a spring explosion with motor springs and apparently they do not pose this hazard. Had motor springs been considered it is quite likely this would have been the original design. It is interesting how many details of the design from this very early conception were retained in the final machine.
Here is a view of the clock with its compliment of weights, photo taken in August. The stand has to be made of structural steel to support the clock's frame since it is not strong enough to support the weight set without distortion to the frame. The entire weight set is approximately 220 lbs (100 kg). The stand adds another 120 or so lbs (54 kg) and the glass case another 100 lbs (45 kg). By using motor springs we eliminate about 340 lbs (155 kg). The entire clock is about 180 lbs and with glass case, another 100 lbs is estimated to be 280 lbs (127 kg), so the entire setup would originally have been 620 lbs (280 kg) vs. 280 lbs. (127 kg) This change reduces that weight by 55% and makes the entire machine far more manageable to move. One can now place it on any suitable, yet sturdy table top. I think many people who have followed the project may be surprised to see this photo. Nearly all pictures taken of the clock have been from the level of the table top.
This is one of a very few videos taken of the clock with its compliment of weights. It was taken back in August 2016 before completion of the sun/moon and orrery complications. The planisphere is still a mockup here.
Rex writes:
On the aesthetics aspect, personally I think that massive weights look out
of place on a skeleton clock like yours. OK for wall clocks and long case
clocks, where the case design is in harmony with the weight drive, but not
for a skeleton clock potentially intended to live on a side board or
similar. I'd tend to agree with his comments. Buchanan saw the advantages of the motor springs early on, before I was convinced.
I write Buchanan in reference to the spring design: Just
curious, do these things even have the torque to do the job? Or the length
to last eight days?
Later in the day Buchanan writes:
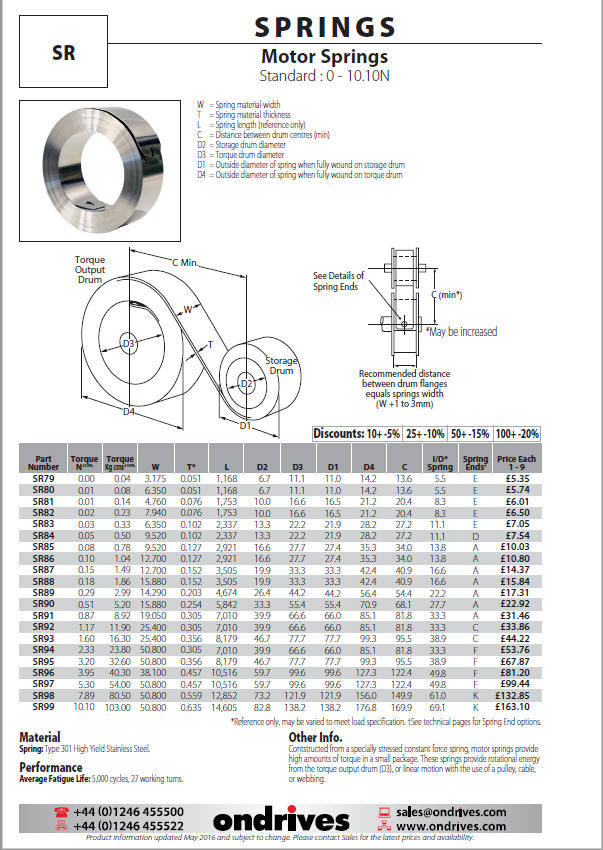
We need 1.8 kg at 10.5cm torque to wind the time train. This is 19kg cm or a
single SR94 in the catalogue. Width 2 inches, largest diameter 3.34 inches,
smaller than the largest diameter of our drum. We only need 24 turns of the
27 turns.
I need to check how we could fit them in to keep winding the same, with
maintaining power (indicators). They are also stainless steel. I think we could do a
clever, and cross two over between two winding arbours. Very little
modification to the clock.
Other advantages. : Much, much lighter. Far more portable. Much less strain
on the clock frames and main arbour bearings. Completely sealed case. No
lead to ship or cast. No danger of cables breaking. No Harrison balance type
clock had weights. They are not unattractive either. The idea of a completely sealed case was also vey appealing. With weight cables one cannot have a sealed case. The decision was made in about a week's time. I have to thank Rex for his contribution.
Buchanan writes: I am working on the spring barrels today. I built a quick test rig for the springs and they match the design specification well. So we have about 10% more power than the present weights. This is looking very good.
I have started to machine the spring barrel centre sections to have a lead
in for the spring ends. I have cut a constant radius curve so as not
to create any stresses in the spring ends.
This is shown on the last photo where a sliver is cut from the brass
cylinder blank and will act as a clamp for the spring attachment. Not even
the manufacturer of the spring specs for this but it is best practice.
Another example of Buchanan's “Gilding the Lilly” with respect to his work.
I realised that there is another advantages in these springs over against
conventional springs: You can visually inspect them every time you wind
them. If one was to start cracking I would expect it to happen over a few
cycles. There is a very good chance that one would see, or, hear something
out of place if it started to crack.
My guess is that if
a crack were to develop it would split immediately without the chance to
catch it via an observation. In fact I would hope my face would be nowhere
near the spring at the moment of that event.
I also have the barrel flanges roughed out.
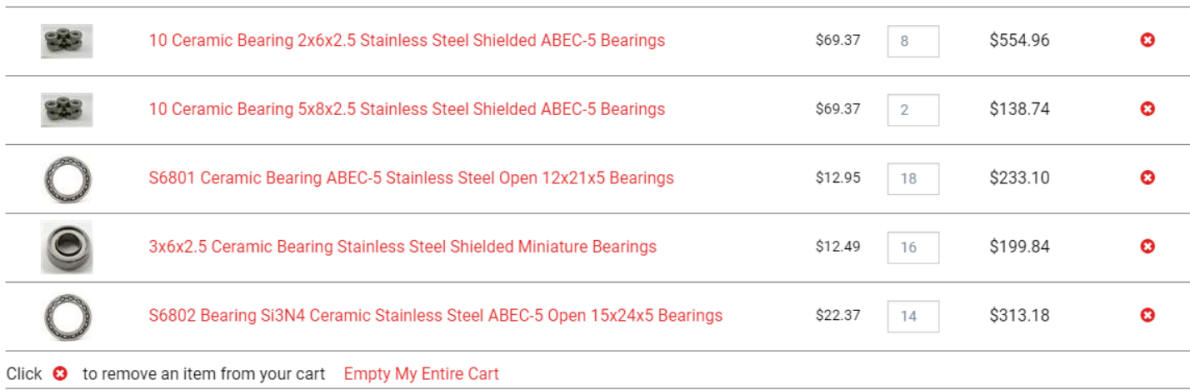
I will be ordering the bearings tomorrow. I will be installing hybrid steel ceramic bearing as I go.
If all goes well, tomorrow I will make sure that I have a good video
recorder working and will start the main strip down, as I need dimensions
from the clock it’s self for the new spring barrel arbours.
In this video, Part 2,
Buchanan illustrates the process of disassembly prior to shipping and in
this video the process of complete disassembly down to the individual
components begins which is necessary before the final finishing process can
begin. The three main modules, time, celestial and strike are removed from
the base, (the strike has two trains in one hence four main drive barrels in
the base). Clearly this is not a simple process, however, if this were
designed as conventional clocks with all the train wheels between one set of
plates , it would be near impossible.
Notice the clever engineering that Buchanan used to make the frame
look as if it were molded from one piece. No screws or attachment points can
be seen throughout the base frame. That method could only work visually if
the frame parts were machined to fit perfectly together. This is something
few will ever see or comprehend when observed in the future. A puzzle for
them!
Buchanan writes: I also ran all the clock over the scale in pieces. It
is as follows: main frame, carrying frame, time train and strike train weigh
154 lbs. The celestial train is 19.8 lbs, so the bare clock as you
will have to carry it including the carrying frame weighs 180lbs max. or 90
lbs per person. It feels heavy but not dangerously so, as the carry
frame is ergonomic. Other components are; Bronze balance spheres 26lbs, bells 2.2lbs, Planisphere 4.2lbs, Calendar, 1.1lbs, Sun moon dial 2.2lbs, Tellurian 0.66lbs, Orrery, 1.75 lbs. 2 balance assemblies without balls 4.4 lbs for both, extras(thermometer and transfer gears escape wheels etc. 6.6 lbs. This gives us a clock weight of about 230 lbs. of
which 50 lbs is easily removable.
Buchanan
writes:
This is the clock in all its major sections. I added up the length of video
time and the complete dismantle took 1 hour and 13 minutes of video. With
all the set up and stands to be made as well as downloading etc. it has
taken more than a day.
These photos almost makes the machine look less complicated than it is.
Everything fits onto a simple table. But obviously if one were to zoom into
a close up of the individual components the complexity would come to the
fore.
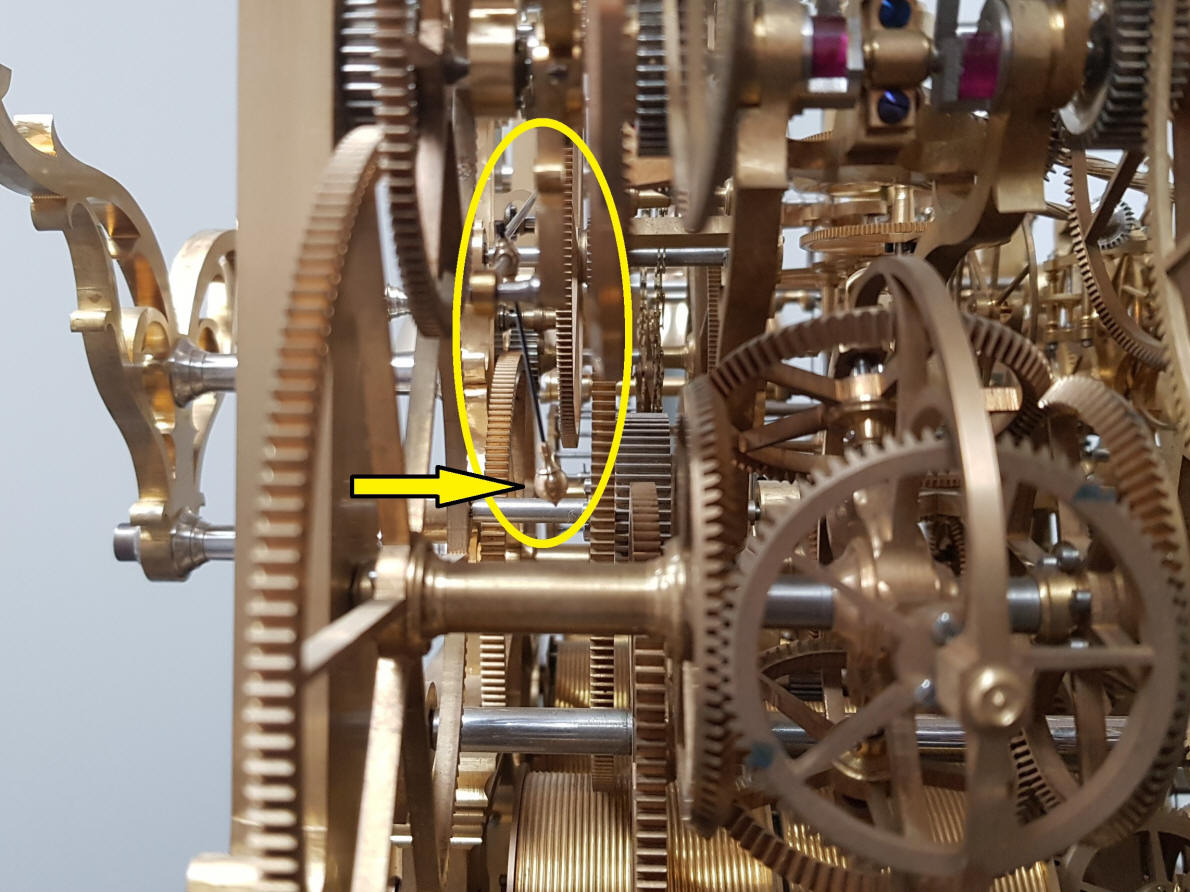
Buchanan writes: Attached are photos of a modification to the Robyn feed pawl. As it has a slight dog leg bend for clearance, it is slightly imbalanced so I made a counterbalance so that it lies in a neutral position on the c shape bearing and roller. I have, in other words lowered its centre of gravity to make it stable. These two photos show
the reworked feed pawl. The poising weight is a beautifully turned tear-drop
shape and is attached to another well-shaped attachment to the pawl via a
blued rod and is adjustable and secured by a tall-blued screw. The dog leg
mentioned is the slight curve where the poising weight rod is attached seen
in the second photo.
This photo shows the feed pawl posing weight assembly within the circled area and the weight indicated by the arrow.
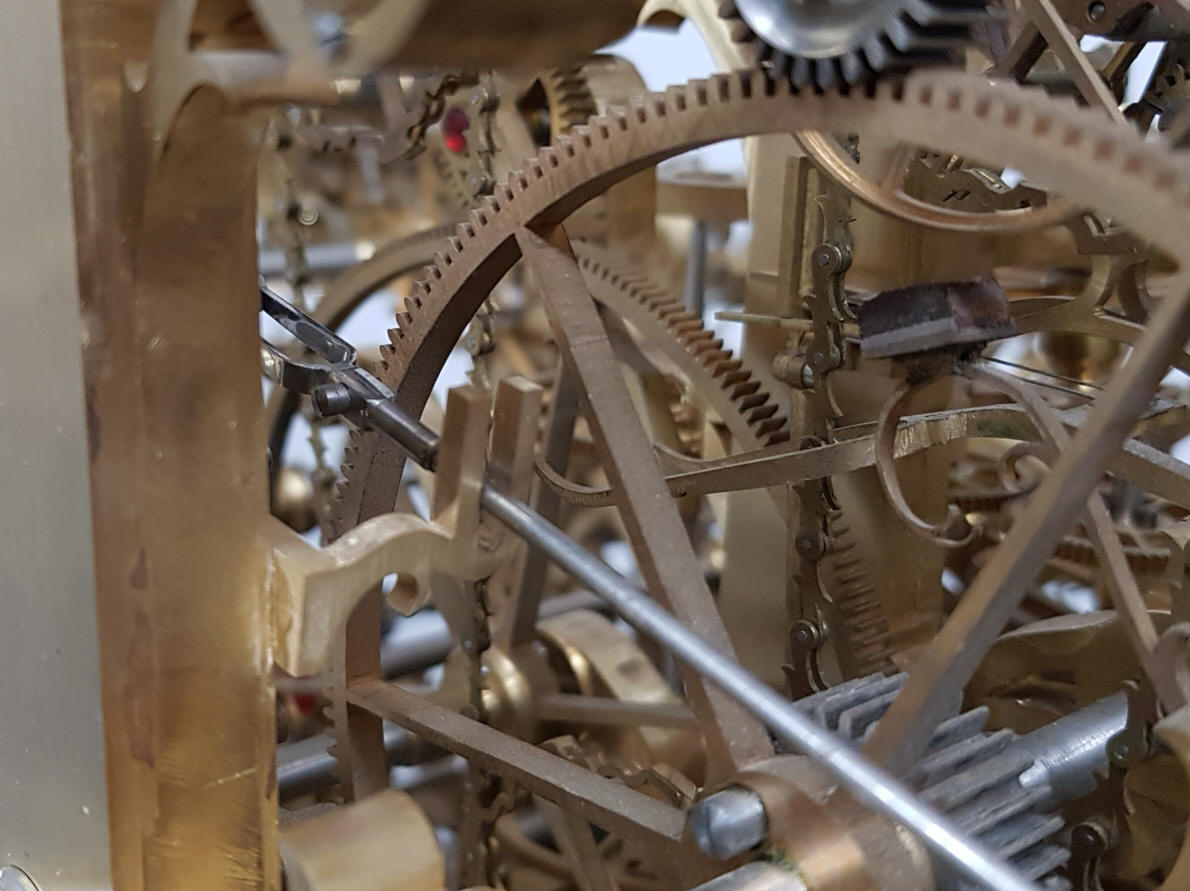
This photo shows the opposite end
of the pawl resting upon a guide fork (currently temporarily attached to the frame via super
glue) and has a clevis at the end, partially hidden behind the frame upright,
attaching the pawl to the remontoire assembly.
Buchanan writes:
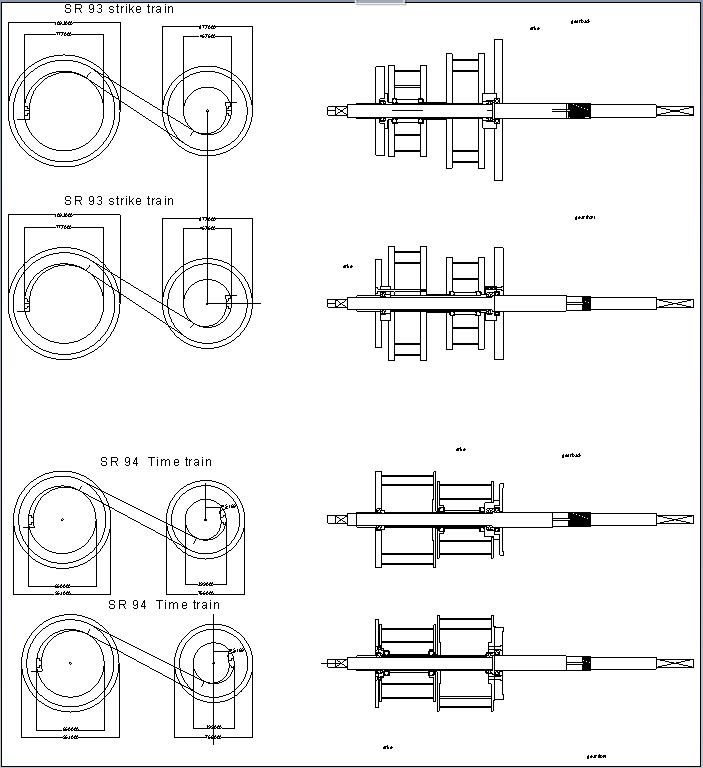
Today I designed the spring barrels.
As
usual space is tight, particularly on the time barrels and our stop work,
state of wind indicators and maintaining power all complicate things.
Each
barrel assembly is completely different to the next, this is because the
great wheels alternate in front and behind each other at the same time as we
change spring sizes. I also have to take the drive to the stop work through
the idler spring barrel if the drive spring is in the front and the drive to
the bevel gears has to go through the idler barrel when the drive spring is
at the back. Then through it all there is the main arbour which carries the
ratchet wheel at the back of the clock. So we have a triaxial drive at some
point on each main arbour. I am also limited by the bearing sizes that are
available as stainless steel ceramic hybrids. I feel like a juggler that has
just finished a juggling 7 hour marathon.
See CAD drawing above.
I am wondering if the weights would have been less work (I am being silly
here, not complaining.) It will be very interesting to watch when the clock
is wound.
It’s unfortunate
that we will not be using 100% ceramic bearings, but they are nearly ten
times the cost of the hybrids and more critically are not available in all
the sizes we need. Still these bearings are far better in performance and longevity with
very little lubrication and the metal cage rings are stainless steel; far
superior in all respects to conventional bearings. Buchanan says that even
if the oil dries in 20 years, there will be a coating that will perform well
given the dissimilar materials of stainless steel cages and ceramic balls,
compared to like materials. Furthermore, we are using shielded bearings that
have integral dust covers and in many cases those are covered by a faux
jeweled chaton for additional protection against contamination. When this
project was first conceived sixteen years ago we had not even considered
bearings that were not made of conventional metal throughout. Ceramics were
confined to NASA and military applications and even the hybrids cost ten
times what they are today.
Buchanan writes:
I have the spring clamps complete. Today I am making the end caps and
bearings for the idler or storage drums. I have almost everything of
the lower frame dismantled.
Making those lead in curves for the springs is what Buchanan referred to
earlier as a “constant radius curve” for the lead in of the
springs.
Buchanan writes:
Here is a photo of the new spring barrels with the extended length winding
squares,
(First photo).
There are 28 bearing fits, 8 threads, 8 part fits and 8 squares in total as
well as many length critical dimensions. I just have to cut 4 small key ways
and they are complete.
(It was decided some time ago that all of the winding arbors needed to be
lengthened because the two inner arbors were too short; being adjacent and
too close to the planisphere frame where the winding crank was inserted. The
other two were lengthend to match.)
Today I am working on the actual spring drums and
spring clamps. I also have to order some more stainless steel for the drum
parts. The spring barrels are progressing well, second photo, I have all 16 flanges complete.
Tomorrow I will start the sleeves that carry
and connect everything. Then we should see it all start to come together.
When the barrels are assembled I will add turned decoration where
applicable. Everything looks very square right now. I have also ordered the
first batch of bearings.
The holes for the
storage barrel flanges are now tapped and drilled.
A completed main wheel.
Each has two barrels. The barrel’s main spring is the larger diameter with
the screws that secure the “constant radius curve” section that secures the
end of the spring. The smaller barrel is the take up, or storage barrel from
the spring that will be spooled onto that barrel from the adjacent main
wheel barrel, it too has a constant radius curve on the opposite side for
the spring’s attachment point.
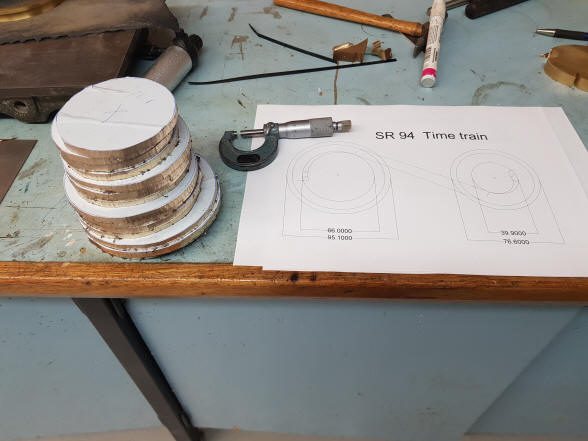
The main barrels and take-up spools for the conversion to constant force springs are ready for finishing and reassembly. The four old weight barrels are seen in the background |




















![]()
![]()
![]()